

 ภาษาอังกฤษ
ภาษาอังกฤษ เวอร์บี
เวอร์บี เอสปันญ่อล
เอสปันญ่อล
×
รหัสผ่าน
ได้รับรหัสผ่าน
ป้อนรหัสผ่านเพื่อดาวน์โหลดเนื้อหาที่เกี่ยวข้อง
ส่ง
 +86-15267462807
+86-15267462807
 ภาษา
ภาษา
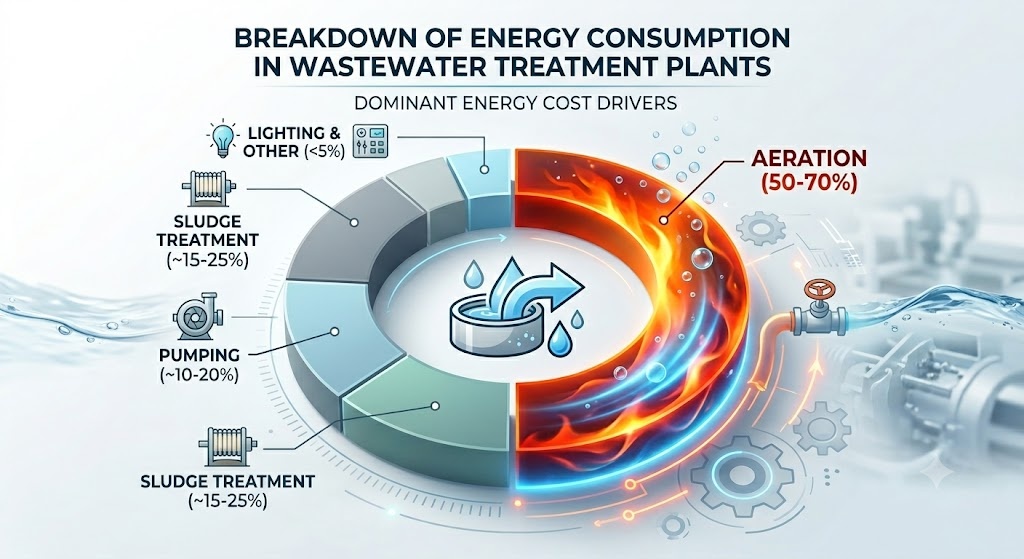
คำตอบโดยตรง: การเติมอากาศใช้พลังงาน 50–70% ของพลังงานทั้งหมดที่โรงบำบัดน้ำเสีย ตัวชี้วัดประสิทธิภาพหลักคือประสิทธิภาพการเติมอากาศมาตรฐาน (SAE) ซึ่งวัดเป็นกิโลกรัมO₂/kWh — ปริมาณออกซิเจนที่ระบบของคุณจ่ายต่อหน่วยพลังงาน ระบบกระจายฟองละเอียดที่ออกแบบมาอย่างดีให้ปริมาณ 2.5–5.0 kgO₂/kWh โรงงานส่วนใหญ่ที่ดำเนินงานอยู่ขาดสิ่งนี้ที่ 1.5–2.5 kgO₂/kWh เนื่องจากตัวกระจายอากาศที่เปรอะเปื้อน เครื่องเป่าลมขนาดใหญ่ที่ทำงานที่โหลดชิ้นส่วน ค่ากำหนด DO คงที่ซึ่งไม่สนใจการเปลี่ยนแปลงของโหลดรายวัน และการขาดการควบคุม VFD การตรวจสอบพลังงานจะระบุได้อย่างแน่ชัดว่าสิ่งใดมีค่าใช้จ่ายมากที่สุด และสำนักงานปกป้องสิ่งแวดล้อมของสหรัฐอเมริกา (EPA) ได้บันทึกไว้ว่าระบบควบคุมการเติมอากาศที่ออกแบบมาอย่างเหมาะสมเพียงอย่างเดียวจะช่วยลดพลังงานการเติมอากาศได้ 25–40%
แม้ว่าระบบเติมอากาศคิดเป็นเพียง 2–5% ของต้นทุนการก่อสร้าง แต่กลับใช้พลังงานถึง 80% ของโรงงาน แม้จะเป็นตัวเลขอนุรักษ์นิยม 50% ตัวเลขก็ยังมีความสำคัญ:
| ขนาดของพืช | พลังงานทั้งหมดโดยทั่วไป | ส่วนแบ่งการเติมอากาศ (60%) | ที่ 0.10 เหรียญสหรัฐฯ/กิโลวัตต์-ชั่วโมง |
|---|---|---|---|
| 1,000 ลบ.ม./วัน | ~150,000 กิโลวัตต์ชั่วโมง/ปี | ~90,000 กิโลวัตต์ชั่วโมง/ปี | ~$9,000/ปี |
| 10,000 ลบ.ม./วัน | ~1,500,000 กิโลวัตต์ชั่วโมง/ปี | ~900,000 กิโลวัตต์ชั่วโมง/ปี | ~$90,000/ปี |
| 50,000 ลบ.ม./วัน | ~7,500,000 กิโลวัตต์ชั่วโมง/ปี | ~4,500,000 กิโลวัตต์ชั่วโมง/ปี | ~$450,000/ปี |
| 100,000 ลบ.ม./วัน | ~15,000,000 กิโลวัตต์ชั่วโมง/ปี | ~9,000,000 กิโลวัตต์ชั่วโมง/ปี | ~$900,000/ปี |
การปรับปรุงประสิทธิภาพการเติมอากาศ 20% ที่โรงงานขนาด 50,000 ลบ.ม./วัน ช่วยประหยัดเงินได้ 90,000 ดอลลาร์สหรัฐฯ ต่อปี ทุกปี. โดยไม่มีการลดทอนกระบวนการ — อันที่จริงแล้ว มีประสิทธิภาพทางชีวภาพที่ดีขึ้น
กรอบการตรวจสอบด้านล่างระบุว่าเงินออมเหล่านั้นซ่อนอยู่ที่ใด
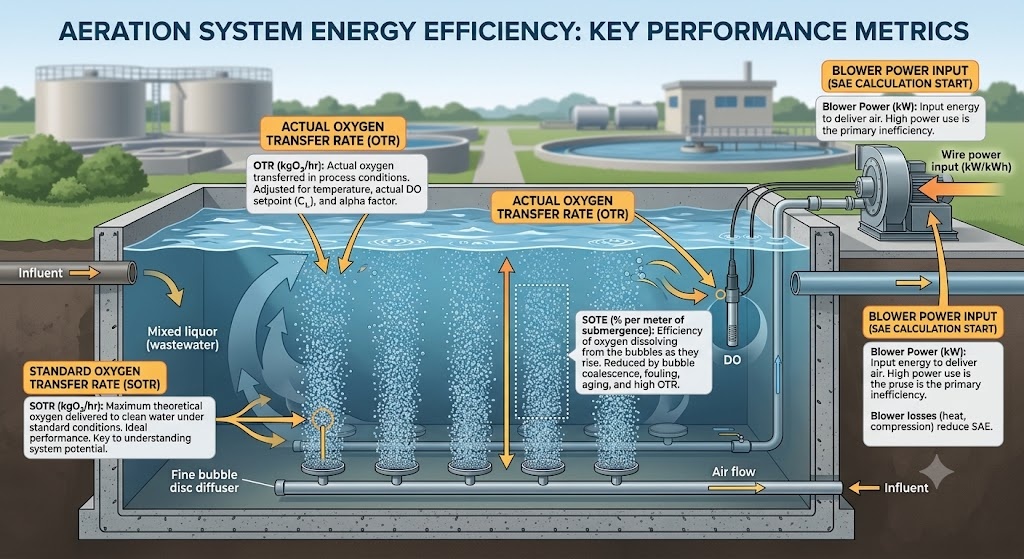
ก่อนที่จะตรวจสอบสิ่งใดๆ คุณต้องพูดภาษาเดียวกับอุปกรณ์ของคุณ ตัวชี้วัดสี่ตัวกำหนดประสิทธิภาพของระบบเติมอากาศ:
SOTR — อัตราการถ่ายโอนออกซิเจนมาตรฐาน
มวลของออกซิเจนที่ถูกถ่ายโอนต่อชั่วโมงภายใต้สภาวะมาตรฐาน (น้ำสะอาด, 20°C, DO เป็นศูนย์, ระดับน้ำทะเล) หน่วย: kgO₂/ชม. นี่คือระดับห้องปฏิบัติการของผู้ผลิตสำหรับเครื่องกระจายอากาศหรือเครื่องเติมอากาศ
SOTE — ประสิทธิภาพการถ่ายเทออกซิเจนมาตรฐาน
สัดส่วนของออกซิเจนในอากาศที่จ่ายให้ซึ่งละลายในน้ำได้จริงภายใต้สภาวะมาตรฐาน แสดงเป็น % ต่อเมตรของการจมน้ำ หรือเป็น % ทั้งหมดสำหรับระบบ
SOTE (%) = (O₂ ละลาย / ให้ O₂) x 100
แผ่นกระจายฟองละเอียด: SOTE 6-8% ต่อเมตรของการจมอยู่ใต้น้ำ
ตัวกระจายฟองหยาบ: SOTE 3-4% ต่อเมตร
เครื่องเติมอากาศแบบกลไกบนพื้นผิว: ไม่ขึ้นอยู่กับความลึก แสดงเป็น SOTE ทั้งหมด
OTR — อัตราการถ่ายโอนออกซิเจนตามจริง (ภาคสนาม)
SOTR ได้รับการแก้ไขสำหรับสภาวะกระบวนการจริง เช่น อุณหภูมิน้ำเสีย ความเข้มข้นของ DO จริง และปัจจัยอัลฟา นี่คือสิ่งที่ตัวกระจายอากาศของคุณส่งไปในแท็งก์
OTR = SOTR x อัลฟา x (เบต้า x C_s,T - C_L) / C_s,20 x ทีต้า^(T-20)
ที่ไหน:
SAE — ประสิทธิภาพการเติมอากาศมาตรฐาน
หมายเลขเดียวที่มีประโยชน์ที่สุดสำหรับการตรวจสอบพลังงาน SAE รวมการถ่ายโอนออกซิเจนและการใช้พลังงานเข้าไว้ในตัวชี้วัดเดียวที่เทียบเคียงได้
SAE (กก.O₂/kWh) = SOTR (kgO₂/ชม) / กำลังไฟฟ้าเข้าของสายไฟที่พัดลม (kW)
ค่าผกผัน — kWh/kgO₂ — มีความถูกต้องเท่ากันและใช้งานง่ายกว่าสำหรับการคำนวณต้นทุน:
พลังงานจำเพาะ (kWh/kgO₂) = 1 / SAE
เกณฑ์มาตรฐาน SAE ตามเทคโนโลยี:
| เทคโนโลยีการเติมอากาศ | SAE (kgO₂/kWh) | พลังงานจำเพาะ (kWh/kgO₂) |
|---|---|---|
| แผ่นกระจายฟองละเอียด/ท่อ/แผ่นกระจายลม (ปรับให้เหมาะสม) | 2.5–5.0 | 0.20–0.40 |
| แผ่นกระจายฟองละเอียด (การทำงานทั่วไป) | 1.8–3.5 | 0.29–0.56 |
| ตัวกระจายฟองหยาบ | 1.2–2.0 | 0.50–0.83 |
| เครื่องเติมอากาศแบบกลไกพื้นผิว (ความเร็วต่ำ) | 1.2–2.5 | 0.40–0.83 |
| เครื่องเติมอากาศแบบกลไกพื้นผิว (ความเร็วสูง) | 0.8–1.5 | 0.67–1.25 |
| เครื่องเติมอากาศแบบเจ็ท | 1.0–2.0 | 0.50–1.00 น |
| การเติมอากาศแบบเพลาลึก (>15 ม.) | 3.5–6.0 | 0.17–0.29 |
หาก SAE ที่คำนวณได้ของโรงงานของคุณต่ำกว่า 1.8 กก.O₂/kWh สำหรับระบบฟองละเอียด คุณจะประสบปัญหาด้านประสิทธิภาพที่สามารถกู้คืนได้ เช่น ตัวกระจายอากาศที่เปรอะเปื้อน การเติมอากาศมากเกินไป หรือการทำงานของเครื่องเป่าลมที่ไม่มีประสิทธิภาพ
คุณไม่สามารถตรวจสอบสิ่งที่คุณไม่ได้วัดได้ โรงงานส่วนใหญ่สามารถคำนวณ SAE คร่าวๆ จากเครื่องมือวัดที่มีอยู่โดยไม่ต้องใช้อุปกรณ์ทดสอบพิเศษใดๆ
สิ่งที่คุณต้องการ:
ประมาณความต้องการออกซิเจนรายวัน (AOR — ปริมาณออกซิเจนตามจริง):
AOR (kgO₂/วัน) = (ความต้องการออกซิเจนในการกำจัด BOD) (ความต้องการออกซิเจนในการไนตริฟิเคชัน) - (เครดิตการดีไนตริฟิเคชัน)
การกำจัด BOD: ~1.0–1.2 kgO₂ ต่อกิโลกรัม การกำจัด BOD (1.0 สำหรับการกำจัด BOD แบบธรรมดา; 1.2 สำหรับระบบไนตริฟิเคชัน BOD แบบรวม)
ไนตริฟิเคชัน: 4.57 kgO₂ ต่อกิโลกรัม NH₄-N ออกซิไดซ์
เครดิตการดีไนตริฟิเคชัน: กู้คืนได้ 2.86 กิโลกรัมO₂ ต่อกิโลกรัม NO₃-N ลดลง (หากมีโซนที่เป็นพิษ ให้ลบส่วนนี้)
ตัวอย่าง — โรงงานเทศบาล 10,000 ลบ.ม./วัน:
คำนวณฟิลด์ SAE:
แปลงเป็น SOTR เพื่อการเปรียบเทียบเทียบเท่ากับน้ำสะอาด:
SOTR = AOR / (อัลฟา × ปัจจัยการแก้ไข) data AOR / (0.6 × 0.5) = AOR / 0.30
SOTR = 138 / 0.30 = 460 กก.₂/ชม
มาตรฐาน SAE = 460 / 191 = 2.41 กก.₂/kWh
ซึ่งใกล้ถึงจุดต่ำสุดของช่วงที่ยอมรับได้สำหรับระบบฟองละเอียด ซึ่งคุ้มค่าที่จะตรวจสอบ
การทดสอบนอกก๊าซจะวัด SOTE โดยตรงในสภาวะของกระบวนการ โดยการดักจับก๊าซที่ออกจากผิวน้ำในฝากระโปรงลอย และวิเคราะห์ปริมาณออกซิเจน นี่เป็นวิธีการที่แม่นยำที่สุดในการพิจารณาประสิทธิภาพของตัวกระจายอากาศที่แท้จริง
อุปกรณ์ที่จำเป็น: เครื่องดูดควันแบบลอยตัว, เครื่องวิเคราะห์ก๊าซ (O₂ และ CO₂), มิเตอร์วัดการไหลของอากาศที่เครื่องเป่าลม
SOTE (%) = (O₂ เข้า - O₂ ออก) / O₂ ใน × 100
โดยที่ O₂ ใน = การไหลของอากาศ × 0.2095 (สัดส่วนของ O₂ ของอากาศ) และ O₂ ออก = ความเข้มข้นของ O₂ ที่วัดได้จากก๊าซนอกที่รวบรวมไว้ × อัตราการไหลของก๊าซนอกทั้งหมด
การทดสอบนอกก๊าซเป็นมาตรฐานทองคำสำหรับการตรวจสอบหลังการทำความสะอาดหรือหลังการปรับปรุงใหม่ ซึ่งแสดงให้เห็นโดยตรงว่าการบำรุงรักษาหรือการเปลี่ยนตัวกระจายลมมีประสิทธิภาพดีขึ้นหรือไม่ ต้องใช้อุปกรณ์พิเศษและโดยทั่วไปจะดำเนินการโดยทีมงานผู้เชี่ยวชาญ
ประสิทธิภาพของโบลเวอร์เป็นตัวกำหนดปริมาณพลังงานไฟฟ้าที่เข้าถึงกระแสลมได้จริง โบลเวอร์ที่จ่ายกำลังเอาท์พุต 85% เนื่องจากอายุ การเปรอะเปื้อนของตัวกรองทางเข้า หรือการทำงานของโหลดชิ้นส่วน จะทำให้ส่วนที่เหลือเปลืองเป็นความร้อน
สมการพลังงานความร้อนใต้พิภพสำหรับการประเมินประสิทธิภาพของโบลเวอร์:
พลังงานความร้อนใต้พิภพตามทฤษฎี (kW) = Q_air × P_inlet × ln(P_outlet / P_inlet) / ประสิทธิภาพ
ที่ไหน:
เกณฑ์มาตรฐานประสิทธิภาพของโบลเวอร์:
| ประเภทโบลเวอร์ | ประสิทธิภาพไอเซนโทรปิกสูงสุด | ประสิทธิภาพภาคสนามโดยทั่วไป | ประสิทธิภาพการโหลดชิ้นส่วน (การไหล 50%) |
|---|---|---|---|
| รากไตรกลีบ (ไม่มี VFD) | 55–65% | 50–60% | 35–45% |
| รากไตรกลีบ (มี VFD) | 55–65% | 55–62% | 50–58% |
| สกรูโรตารี (พร้อม VFD) | 65–75% | 62–70% | 60–68% |
| แรงเหวี่ยงหลายขั้นตอน | 65–72% | 60–68% | 45–55% (ความเสี่ยงไฟกระชาก) |
| เทอร์โบความเร็วสูง (ขับเคลื่อนโดยตรง) | 72–82% | 70–78% | 65–75% |
ปัญหาด้านประสิทธิภาพที่พบบ่อยที่สุดในสาขานี้: โบลเวอร์ทำงานที่ 40–60% ของการออกแบบไหลอย่างต่อเนื่อง เพราะระบบเติมอากาศได้รับการออกแบบสำหรับสภาวะการไหลสูงสุดที่ไม่ค่อยเกิดขึ้น ที่อัตราการไหล 50% เครื่องเป่าลมแบบรูทจะสูญเสียประสิทธิภาพไป 15-25 เปอร์เซ็นต์เมื่อเทียบกับจุดสูงสุด ซึ่งส่งผลให้เสียสัดส่วนที่สำคัญของทุกๆ kWh ที่ใช้ไป
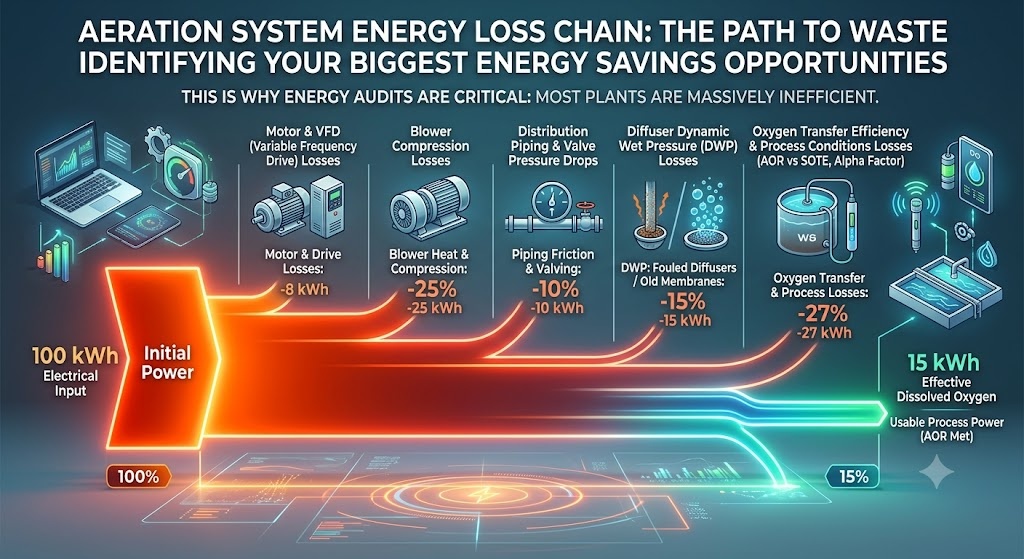
ระบบเติมอากาศทุกระบบมีจุดสี่จุดซึ่งพลังงานจะสูญเสียไประหว่างมิเตอร์ไฟฟ้ากับออกซิเจนที่ละลายในถัง การระบุปริมาณการสูญเสียแต่ละครั้งจะระบุตำแหน่งที่จะเข้าไปแทรกแซง
ห่วงโซ่การสูญเสียพลังงาน:
อินพุตทางไฟฟ้า → การสูญเสียมอเตอร์ของโบลเวอร์ → การสูญเสียการบีบอัดของโบลเวอร์ → การสูญเสียการกระจายของท่อ/วาล์ว → การสูญเสีย DWP ของดิฟฟิวเซอร์ → การสูญเสียการถ่ายโอนออกซิเจน
| ระยะการสูญเสีย | ขนาดทั่วไป | สาเหตุ | ตรวจสอบการตรวจสอบ |
|---|---|---|---|
| การสูญเสียทางไฟฟ้าของมอเตอร์ | 3–8% | อายุของมอเตอร์, ภาระบางส่วน | วัดค่าตัวประกอบกำลังของมอเตอร์และการดึงกระแส |
| การสูญเสียการบีบอัดของโบลเวอร์ | 20–35% | ประเภทโบลเวอร์, operating point | เปรียบเทียบพลังงานความร้อนใต้พิภพตามจริงกับพลังงานความร้อนตามทฤษฎี |
| การสูญเสียท่อและวาล์ว | 5–15% | ท่อเล็กเกินไป วาล์วเปรอะเปื้อน วาล์วควบคุมส่วนเกิน | แรงดันตกคร่อมระบบจำหน่าย |
| การสูญเสีย DWP ของดิฟฟิวเซอร์ | 5–25% | ความเปรอะเปื้อน ความชรา สูง/ต่ำเกินไป | การวัด DWP (ดูบทความ DWP) |
| การสูญเสียการถ่ายโอนออกซิเจน | 30–60% | ปัจจัยอัลฟ่า, จุดตั้งค่า DO, ขนาดฟอง | การทดสอบนอกก๊าซหรือการประมาณค่า SOTE |
ผลลัพธ์ที่ได้ร่วมกัน: ทุกๆ 100 kWh ที่ใช้โดยมอเตอร์โบลเวอร์ โดยทั่วไปแล้วเพียง 15–35 kWh เท่านั้นที่จะกลายเป็นออกซิเจนละลายในสุราผสม
ต้นไม้ส่วนใหญ่ได้รับการออกแบบสำหรับปริมาณการใช้สูงสุดรายวัน/ตามฤดูกาล โดยทั่วไปโหลดเฉลี่ยจริงจะอยู่ที่ 40–70% ของจุดสูงสุด โบลเวอร์ที่ทำงานด้วยความเร็วคงที่เพื่อตอบสนองความต้องการสูงสุดจะทำงานโดยมีภาระชิ้นส่วนที่ไม่มีประสิทธิภาพตลอดอายุการใช้งานส่วนใหญ่
ไดรฟ์ความถี่ตัวแปร (VFD) ช่วยให้ความเร็วของโบลเวอร์สามารถติดตามความต้องการออกซิเจนตามจริง โบลเวอร์แบบเปลี่ยนตำแหน่งเชิงบวกแบบไตรกลีบพร้อม VFD สำหรับการควบคุมความเร็ว ให้การหมุนกลับที่ 60–70% ซึ่งให้ความยืดหยุ่นในการปฏิบัติงานที่ดีเยี่ยม
ประหยัดพลังงานจาก VFD: 15–30% ของพลังงานโบลเวอร์ในโรงงานทั่วไป คืนทุน: 2-4 ปี ขึ้นอยู่กับอัตราค่าไฟฟ้าและความผันแปรของโหลด
VFD จะมีประสิทธิภาพสูงสุดเมื่อ: โหลดแตกต่างกันอย่างมาก (การเปลี่ยนแปลงรายวัน > 2:1) มีการติดตั้งโบลเวอร์หลายตัว โบลเวอร์ปัจจุบันทำงานที่ความเร็ว >70% อย่างต่อเนื่อง
VFD จะมีประสิทธิภาพน้อยที่สุดเมื่อ: โบลเวอร์ทำงานที่ความเร็ว 95–100% อยู่แล้วเกือบตลอดเวลา (โรงงานที่มีความจุจำกัด) หรือเมื่อรูตโบลเวอร์ถูกควบคุมปริมาณให้เหลือน้อยที่สุดแล้ว
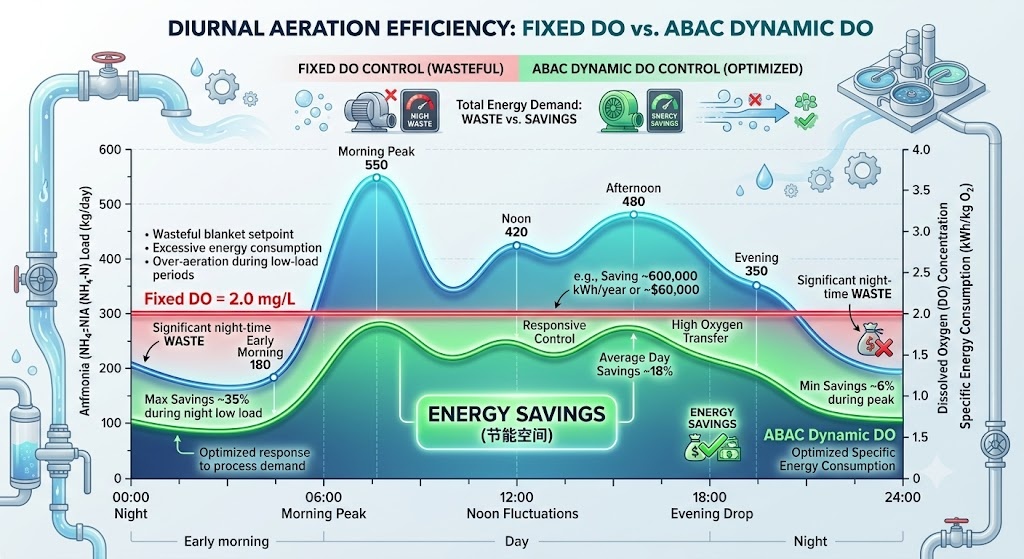
โรงงานส่วนใหญ่ทำงานที่ค่ากำหนด DO 2.0 มก./ลิตร ทั่วทั้งแอ่งเติมอากาศ ซึ่งเป็นตัวเลขที่ครอบคลุมซึ่งครอบคลุมสภาวะที่เลวร้ายที่สุด ที่สภาวะโหลดโดยเฉลี่ย นี่หมายถึงการเติมอากาศมากเกินไปเรื้อรัง
การลดค่าที่ตั้งไว้ DO จาก 2.0 มก./ลิตร เป็น 1.5 มก./ลิตร (ยังคงเพียงพอสำหรับการทำไนตริฟิเคชันที่อุณหภูมิปกติ) โดยทั่วไปจะช่วยลดความต้องการอากาศลง 10–20% นี่คือการแทรกแซงที่มีต้นทุนต่ำที่สุด ซึ่งมักจะทำได้โดยการตั้งโปรแกรม PLC ใหม่โดยไม่ต้องเสียค่าใช้จ่ายด้านทุนใดๆ
สำคัญ: การลดค่า DO ที่ตั้งไว้จะต้องควบคู่ไปกับการสอบเทียบเซ็นเซอร์ DO ที่เชื่อถือได้ การเบี่ยงเบนในเซ็นเซอร์ DO เป็นเรื่องปกติและทำให้ DO จริงต่ำกว่าค่าที่แสดง — การลดค่าเซ็ตพอยต์โดยไม่ต้องปรับเทียบเซ็นเซอร์ใหม่ อาจทำให้กระบวนการไม่พอใจ
การควบคุม DO มาตรฐานจะรักษาความเข้มข้นของ DO คงที่ โดยไม่คำนึงถึงความต้องการทางชีวภาพที่แท้จริง ABAC เจาะลึกลงไปอีกระดับหนึ่ง โดยจะวัดความเข้มข้นของแอมโมเนียที่ปล่อยออกมาและปรับค่า DO ที่กำหนดแบบไดนามิกโดยขึ้นอยู่กับว่าไนตริฟิเคชั่นเสร็จสมบูรณ์แล้วหรือไม่
เนื่องจาก OTE ปรับปรุงที่ความเข้มข้นของ DO ที่ต่ำลง จึงช่วยประหยัดพลังงานได้โดยการรักษาความเข้มข้นของ DO ขั้นต่ำที่ตรงตามวัตถุประสงค์ของกระบวนการ ระบบ ABAC ใช้ประโยชน์จากอิทธิพลของ DO ที่มีต่อทั้ง OTE และอัตราการเปลี่ยนสภาพทางชีวภาพของแอมโมเนีย
ในทางปฏิบัติ: ในเวลากลางคืนเมื่อปริมาณแอมโมเนียต่ำ ABAC ยอมให้ DO ลดลงเหลือ 0.8–1.2 มก./ลิตร และยังคงได้ไนตริฟิเคชั่นเต็มที่ ในช่วงที่มีปริมาณสูงสุดในตอนเช้า DO จะเพิ่มเป็น 2.5–3.0 มก./ลิตร ก่อนที่แอมโมเนียจะทะลุผ่าน การตอบสนองแบบไดนามิกนี้เป็นไปไม่ได้ด้วยการตั้งค่า DO คงที่
กรณีศึกษาที่เผยแพร่โดย Envirosim แสดงให้เห็นว่าที่โรงงานตะกอนเร่งไนตริไฟดิ้ง การควบคุม DO ด้วยตนเองส่งผลให้ DO แกว่งจาก 0.5 ถึง 3.5 มก./ลิตร และพลังงานโบลเวอร์ 590 kWh/MGD การควบคุม DO แบบเดิมลดลงเพียง 3% ABAC ลดความต้องการพลังงานลงอย่างมากด้วยการลดช่วงการทำงานของ DO ให้แคบลงเหลือขั้นต่ำที่จำเป็นสำหรับการทำไนตริฟิเคชันอย่างสมบูรณ์ในทุกสภาวะการโหลด
เทคโนโลยีการควบคุมขั้นสูง รวมถึง MPC ที่ผสานรวมกับ AI และการเรียนรู้ของเครื่องสามารถลดการใช้พลังงานได้ 30–40% และเพิ่มระดับ DO ลง 35–40% เมื่อเทียบกับการดำเนินการด้วยตนเอง
ข้อกำหนดในการดำเนินการ ABAC: เซ็นเซอร์แอมโมเนีย (อิเล็กโทรดแบบเจาะจงไอออนหรือเครื่องวิเคราะห์แบบออนไลน์) ใกล้กับปลายน้ำทิ้งของอ่างเติมอากาศ เซ็นเซอร์ DO ในแต่ละโซนควบคุม บูรณาการ SCADA; โบลเวอร์ VFD สำหรับความสามารถในการตอบสนอง
หัวกระจายลมที่ปนเปื้อนจะสร้างฟองอากาศขนาดใหญ่ขึ้นโดยมี SOTE ต่ำกว่า และเพิ่ม DWP ซึ่งหมายความว่าเครื่องเป่าลมจะต้องทำงานหนักขึ้นเพื่อดันอากาศเดียวกันผ่าน ผลรวมของตัวกระจายไอระเหยที่ DWP = 100 มิลลิบาร์ เทียบกับ DWP = 20 มิลลิบาร์ คือพลังงานที่เพิ่มขึ้น 15–25% ต่อหน่วยออกซิเจนที่ถ่ายโอน
หน่วยงานคุ้มครองสิ่งแวดล้อมของสหรัฐอเมริการายงานการนำระบบควบคุมการเติมอากาศที่ออกแบบอย่างเหมาะสมมาใช้ เพื่อลดพลังงานในการเติมอากาศลง 25 ถึง 40 เปอร์เซ็นต์ แต่การประหยัดนี้จะทำได้ก็ต่อเมื่อตัวกระจายอากาศสะอาดเท่านั้น ระบบตัวกระจายสัญญาณที่สกปรกจะลบล้างประโยชน์ของการควบคุมขั้นสูง
ลำดับความสำคัญในการบำรุงรักษาตัวกระจายแสง:
ดูบทความ DWP สำหรับกรอบการตัดสินใจการบำรุงรักษาแบบเต็ม
หากโรงงานถูกสร้างขึ้นโดยใช้โบลเวอร์แบบไตรโลบแบบรากที่ทำงานด้วยแรงดันต้าน 0.5 บาร์ เช่นเดียวกับโรงงานหลายแห่ง เนื่องจากโบลเวอร์แบบรูทเป็นเทคโนโลยีเริ่มต้นมานานหลายทศวรรษ การแทนที่ด้วยโบลเวอร์เทอร์โบความเร็วสูงหรือโบลเวอร์แบบสกรูโรตารีจะทำให้ได้รับประสิทธิภาพเพิ่มขึ้นอย่างมาก
| อัพเกรดโบลเวอร์ | เพิ่มประสิทธิภาพสูงสุด | การประหยัดพลังงาน (บ่งชี้) | คืนทุน |
|---|---|---|---|
| ราก → สกรูโรตารี (แรงดันเท่ากัน) | 10–15 คะแนนเปอร์เซ็นต์ | 15–20% | 4-7 ปี |
| ราก → เทอร์โบความเร็วสูง | 15–25 คะแนนเปอร์เซ็นต์ | 20–30% | 5–9 ปี |
| แรงเหวี่ยงหลายขั้นตอน → Turbo | 8–15 คะแนนเปอร์เซ็นต์ | 10–20% | 5–8 ปี |
| เพิ่ม VFD ให้กับโบลเวอร์แบบสกรูที่มีอยู่ | 8–15% ที่โหลดชิ้นส่วน | 10–20% | 2–4 ปี |
การเปลี่ยนโบลเวอร์เป็นการแทรกแซงต้นทุนทุนสูงสุด แต่ให้การประหยัดที่คงทนที่สุด — ประสิทธิภาพที่เพิ่มขึ้นไม่ขึ้นอยู่กับพฤติกรรมของผู้ปฏิบัติงาน และไม่ลดลงหากไม่มีความล้มเหลวทางกลไกที่สำคัญ
การตรวจสอบพลังงานเติมอากาศที่สมบูรณ์ช่วยให้ประหยัดค่าใช้จ่าย: แต่ละโอกาสมีหน่วยเป็น kWh/ปี และ $/ปี พร้อมต้นทุนการดำเนินการโดยประมาณและระยะเวลาคืนทุนง่ายๆ
ตัวอย่างผลลัพธ์การตรวจสอบ — โรงงานเทศบาล 10,000 ลบ.ม./วัน โหลดพัดลม 191 kW ค่าไฟฟ้า 0.10 USD/kWh:
| โอกาส | ประหยัดพลังงาน | การออมรายปี | ค่าใช้จ่ายในการดำเนินการ | คืนทุนง่ายๆ |
|---|---|---|---|---|
| DO เซ็ตพอยต์ 2.0 → 1.5 มก./ลิตร (การเขียนโปรแกรม PLC ใหม่) | 15% | 25,000 ดอลลาร์ | 2,000 ดอลลาร์ | 1 เดือน |
| ดิฟฟิวเซอร์ระเบิดทำความสะอาดกรดสะอาด | 12% | 20,000 ดอลลาร์ | 5,000 ดอลลาร์ | 3 เดือน |
| VFD บนลีดโบลเวอร์ | 18% | 30,000 ดอลลาร์ | 40,000 ดอลลาร์ | 16 เดือน |
| การดำเนินงานของเอแบค | 20% | 33,000 ดอลลาร์ | 80,000 ดอลลาร์ | 29 เดือน |
| การเปลี่ยนโบลเวอร์ (ราก → เทอร์โบ) | 25% | 42,000 ดอลลาร์ | 250,000 ดอลลาร์ | 71 เดือน |
หมายเหตุ: การประหยัดไม่ได้เป็นการบวกอย่างสมบูรณ์ — ปัญหาการลดจุดกำหนด DO และปัญหาการทับซ้อนกันของที่อยู่ ABAC รวมการประหยัดจริงจากมาตรการทั้งห้า: 35–50% ของพลังงานการเติมอากาศพื้นฐาน โดยส่วนใหญ่สามารถประหยัดได้ภายใน 3 ปีผ่านสามมาตรการแรกเพียงอย่างเดียว
WWTP ขนาดเล็กได้รับประโยชน์จากวิธีการเปิด/ปิดและการควบคุม PID ส่งผลให้ประหยัดพลังงานได้ 10–25% และลดระดับ DO ลง 5–30% การควบคุมแบบเรียงซ้อนและการควบคุมแบบคาดการณ์ล่วงหน้าช่วยปรับปรุงประสิทธิภาพการใช้พลังงานได้ 15–30% ใน WWTP ขนาดกลาง WWTP ขั้นสูงที่ใช้ MPC ที่ผสานรวมกับ AI และการเรียนรู้ของเครื่องสามารถลดการใช้พลังงานได้ 30–40%
| ขนาดของพืช | กลยุทธ์การควบคุมที่เหมาะสม | การประหยัดพลังงานที่สมจริง |
|---|---|---|
| < 1,000 ลบ.ม./วัน | เปิด/ปิดโบลเวอร์ ปรับ DO แบบแมนนวล | 5–15% |
| 1,000–5,000 ลบ.ม./วัน | PID DO ควบคุม VFD | 15–25% |
| 5,000–20,000 ลบ.ม./วัน | คาสเคด DO ควบคุม ABAC VFD | 20–35% |
| > 20,000 ลบ.ม./วัน | MPC ABAC การประสานงานหลายเครื่องเป่าลม | 25–40% |
| > 50,000 ลบ.ม./วัน | เครื่องมือคาดการณ์โหลด MPC AI/ML เต็มรูปแบบ | 30–45% |
หนึ่งในการประหยัดพลังงานที่ถูกมองข้ามบ่อยที่สุดในพืชที่มีโซนปลอดสารพิษ ในระหว่างการดีไนตริฟิเคชั่น แบคทีเรียจะใช้ NO₃ เป็นตัวรับอิเล็กตรอนแทน O₂ ซึ่งช่วยดึงออกซิเจนจากโมเลกุลไนเตรตได้อย่างมีประสิทธิภาพ
เครดิตออกซิเจน = 2.86 kgO₂ ต่อกิโลกรัม NO₃-N ลดลง
สำหรับพืชที่แยกไนตริฟายเออร์ NO₃ 15 มก./ลิตร จากการไหล 10,000 ลบ.ม./วัน:
ที่ SAE = 2.5 kgO₂/kWh เครดิตนี้มีมูลค่า: 429 / 2.5 = 172 kWh/วัน = 6,200 เหรียญสหรัฐฯ/ปี
พืชที่มีโซนแอนซิกแต่ไม่ได้คำนึงถึงเครดิตการดีไนตริฟิเคชั่นในตรรกะการควบคุมโบลเวอร์นั้นมีการเติมอากาศมากเกินไปและสิ้นเปลืองพลังงานเทียบเท่ากับเครดิตนี้ทุกวัน
เรียกใช้รายการตรวจสอบนี้ก่อนที่จะดำเนินการตรวจสอบแบบเต็ม — โดยระบุถึงชัยชนะอย่างรวดเร็วที่พบบ่อยที่สุดสามประการ:
1. อ่านค่าแรงดันระบายของโบลเวอร์และคำนวณ DWP
2. ตรวจสอบจุดการทำงานของโบลเวอร์เทียบกับเส้นโค้งการออกแบบ
3. อ่านค่าเฉลี่ย DO จากแนวโน้ม SCADA (7 วันที่ผ่านมา)
4. เปรียบเทียบกำลังของโบลเวอร์ตามจริงกับข้อกำหนดทางทฤษฎี
5. ตรวจสอบความแปรผันรายวันในเอาท์พุตของโบลเวอร์
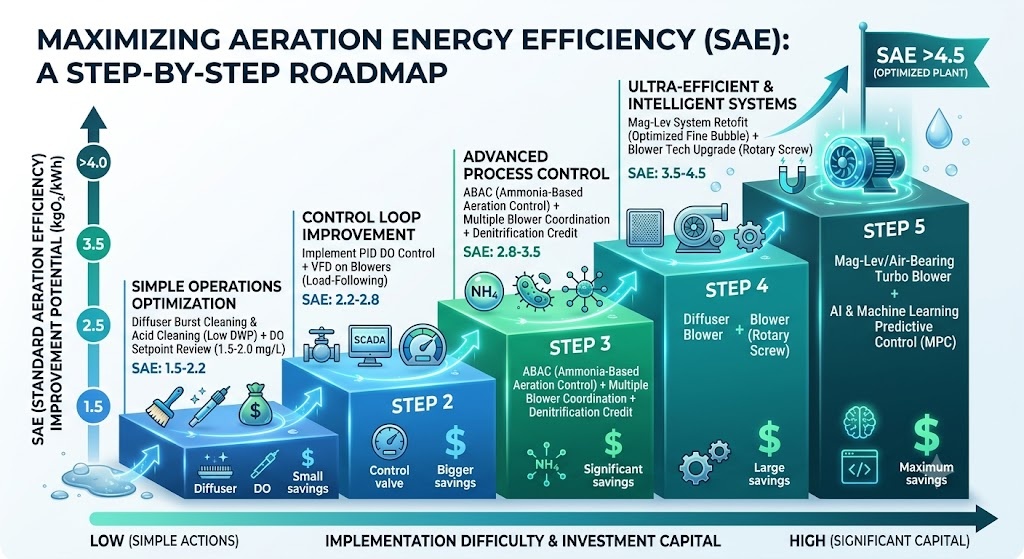
| SAE ปัจจุบัน | การดำเนินการที่มีลำดับความสำคัญ | คาดว่า SAE หลังการดำเนินการ |
|---|---|---|
| < 1.5 กก.O₂/kWh | การทำความสะอาดตัวกระจายสัญญาณ DO ตรวจสอบจุดกำหนด | 1.8–2.2 |
| 1.5–2.0 กก.O₂/กิโลวัตต์ชั่วโมง | เพิ่มการควบคุม VFD DO | 2.2–2.8 |
| 2.0–2.5 กก.O₂/กิโลวัตต์ชั่วโมง | เพิ่มการครอบคลุมตัวกระจายแสงที่เหมาะสมที่สุด ABAC | 2.5–3.5 |
| 2.5–3.5 กก.O₂/กิโลวัตต์ชั่วโมง | อัพเกรดเทคโนโลยีโบลเวอร์หากอายุ >10 ปี | 3.5–4.5 |
| > 3.5 กก.O₂/kWh | ได้รับการปรับปรุงอย่างเหมาะสม — มุ่งเน้นไปที่การบำรุงรักษาตัวกระจายสัญญาณ | รักษา |
ผลิตภัณฑ์ที่เกี่ยวข้อง: เครื่องกระจายลมแบบจานฟองละเอียด, เครื่องกระจายลมแบบเพลท, เครื่องกระจายลมแบบท่อ และท่อเติมอากาศของ Nihao ล้วนรองรับการปรับปรุงประสิทธิภาพด้านตัวกระจายลมตามที่อธิบายไว้ในกรอบงานการตรวจสอบนี้ การรักษา DWP ต่ำผ่านการเลือก EPDM หรือเมมเบรนซิลิโคน และการทำความสะอาดเป็นประจำถือเป็น ROI ที่สูงที่สุด และการใช้เงินทุนต่ำที่สุดสำหรับผู้ปฏิบัติงานในโรงงานส่วนใหญ่ ติดต่อ [email protected] สำหรับการสนับสนุนการประเมินระบบดิฟฟิวเซอร์


86 - 571 - 88647609

+86-15267462807
